 咨询热线:18325489525
咨询热线:18325489525
咨询热线:18325489525

防渗膜用得好不好,全看操作规不规范。从材料进场到最终验收,每个环节都有细节要求。跳过任何一步,后期渗水开裂的风险就高一分。下面把整套规范操作流程说清楚,照着做就不会出错。
材料进场先验收,别等铺上才发现问题
防渗膜到场后不能直接铺,先检查外观。膜面不能有破损、穿孔、折痕和明显色差。再核对膜材厚度、规格和厂家信息,确认与采购要求一致。有条件的话随机抽取样品做拉伸强度和抗穿刺测试,不合格的整批退回。
存放时要避免阳光直射和高温环境,膜材长期暴晒会提前老化。临时堆放要用篷布遮盖,底下垫木板或托盘,不能直接接触地面。
基底处理要彻底,这步偷懒后面全是坑
铺设前必须把池底彻底清理。碎石、硬土块、铁钉、钢丝、树根全部清除干净。清理完后用压路机或平板夯反复压实,表面要平整,不能有明显凹凸和坑洼。
基底压实后还要检查坡度,确保池底有合理的排水方向,水能自然流向排水口。坡度不够会导致膜面积水,长期受压容易变形破损。
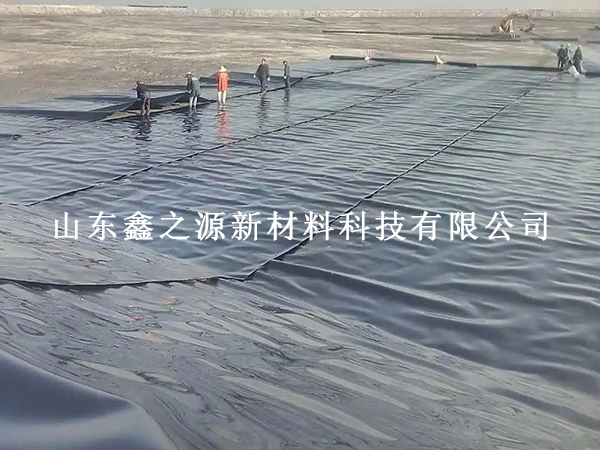
铺设展开有顺序,从低处往高处走
膜材展开要从池底最低处开始,顺着坡度方向逐步向高处铺设。这样注水后膜材能自然贴合池底,不容易产生褶皱和气泡。
展开时不能硬拉硬拽,膜材要自然放松铺平。铺设过程中随时检查膜面,发现破损立刻标记,等铺设完成后统一修补,不要边铺边补,容易遗漏。
搭接宽度要足够,窄了焊缝扛不住
两片膜材搭接时,搭接宽度必须满足规范要求。搭接太窄,焊缝受力面积不够,水压一大就会从接缝处撕开。搭接时边缘要对齐,不能有错位和翘边,用临时胶带固定后再进行焊接。
焊接操作要规范,温度速度压力缺一不可
热熔焊接是防渗膜连接的核心环节。焊接前必须清洁焊缝两侧,去除灰尘、泥沙和水渍。焊接时控制好温度,温度过高烧穿膜面,过低则粘合不牢。焊枪要匀速移动,不能在一个点停留过久。压轮压力要适中,确保两层膜材充分融合,焊缝表面平整无气泡。
建议采用双轨焊接,两条平行焊缝之间留出充气检测通道,焊完后逐段做充气检测,发现漏点必须返工重焊。
边坡锚固要到位,膜材滑落全白干
膜材铺到池边和坡面时,必须开挖锚固沟。沟深要没过膜材边缘,把膜材压入沟内后回填土压实。边坡角度较陡的位置,还要加设U型钉或膨胀螺栓做辅助固定,防止膜材沿坡面滑移。
锚固沟回填时要分层夯实,不能一次性倒满,否则压实不均匀会导致膜材受力不均。
保护层铺设不能省,这是延长寿命的关键
焊接和锚固完成后,必须尽快加覆保护层。池底保护层常用土工布或细砂,边坡保护层建议用原土回填。保护层的作用是缓冲外部冲击,防止紫外线直射、冰冻膨胀和机械碰撞对膜材造成损伤。
保护层铺设要均匀覆盖,不能有遗漏区域。尤其是焊缝和边角位置,要适当加厚,这些地方最容易出问题。
完工验收别马虎,充气检测是最后一道关
全部铺设完成后,必须做充气检测。将检测针插入双轨焊缝之间的预留通道,充气后观察压力表变化。压力稳定说明焊缝合格,压力下降说明存在漏点,必须找到漏点位置重新焊接。
检测合格后才能正式投入使用。验收记录要留存,包括焊接参数、检测结果、修补记录等,方便后期追溯。
防渗膜操作没有捷径,每一步都有它的道理。材料验收、基底处理、顺序铺设、搭接焊接、锚固保护、充气检测,环节一个都不能少。把规范操作变成习惯,防渗膜才能真正长期稳定,养殖生产才有保障。
电话:18325489525 (张经理)座机:0538-8660008
邮箱:tsjialutong@126.com
网址:www.sdxinzhiyuan.com
地址:泰安高新区北集坡街道办事处西百子坡村

版权所有 © 2022-2028 鑫之源 保留一切权利






