 咨询热线:18325489525
咨询热线:18325489525
咨询热线:18325489525

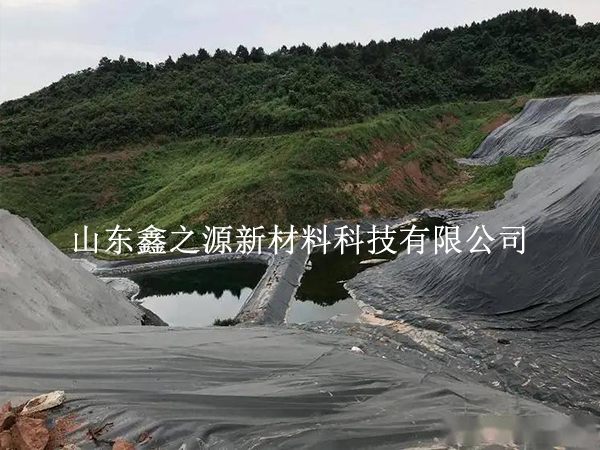
防渗膜搭接是尾矿库防渗体系中最关键的连接环节。搭接质量直接决定整座库的防渗效果。搭接不到位,焊缝再漂亮也是白搭。以下是搭接处理中必须掌握的核心技巧。
搭接方向:从高处往低处顺铺
尾矿库边坡铺设时,膜材搭接方向应顺着坡度从上往下推进。这样雨水和库内渗水会沿搭接缝自然流走,不会渗入搭接区域。
若搭接方向反过来,从下往上铺设,水流会顺着搭接缝倒灌进入膜材之间,长期浸泡会导致焊缝脱层、膜材起鼓。
库底区域则应从低处向高处展开,搭接缝顺水流方向布置,避免积水对焊缝的持续冲刷。
搭接宽度:宁宽勿窄,严守底线
搭接宽度是焊接强度的基础。双轨热熔焊接的搭接宽度一般不低于十厘米,这个宽度是经过大量工程验证的最低安全值。
搭接过窄会导致焊缝粘合面积不足,抗拉强度下降,后期在水压和覆土荷载作用下容易被拉开。搭接过宽则浪费材料,增加施工难度,还可能因膜材过厚导致焊接不透。
实际操作中应在搭接区域两侧画好对位线,确保上下层膜材平整对齐,不允许出现褶皱、错位或斜搭。
T型布置:结点错开是铁律
膜块之间的搭接结点必须呈T字型布置,严禁十字交叉。十字交叉会导致该区域膜材叠层过厚,焊接时热量无法均匀传递,极易形成虚焊。
相邻T型结点之间应保持足够间距,避免应力集中在同一区域。结点位置应避开坡脚、管道穿膜处等高应力区域,宜设置在坡面中部平缓地段。
清洁处理:搭接前这步不能省
搭接区域的清洁度直接影响焊接粘合效果。搭接宽度范围内必须彻底清除泥土、灰尘、油污和水分。
尤其要注意:膜材表面看似干净,实则可能附着细微沙尘或肉眼看不见的水膜。施工前应用干净棉布沿搭接方向反复擦拭,确认无任何残留物后方可焊接。
雨后或基面潮湿时,搭接区域必须待完全干燥后再作业,湿膜搭接是虚焊的最大诱因。
焊接操作:温度、速度、压力三要素
双轨热熔焊接时,上下两道焊缝应同时成型,中间空腔保持均匀。焊接温度过低会导致膜材未充分融合,温度过高则会烧穿膜材。
行进速度必须均匀,过快导致焊缝未熔透,过慢则膜材过热变形。焊接压力要适中,压轮与膜面紧密贴合但不过度挤压,避免膜材被挤出空腔。
遇到搭接缝处有褶皱或不平整时,应停机调整后再继续,不可强行通过。
特殊部位:手工焊接要更精细
管道穿膜处、拐角区域、坡度变化处等自动焊机无法到达的部位,必须使用手工热风焊枪逐点焊接。
手工焊的难点在于温度和速度全靠手感控制。焊枪应与膜面保持适当角度,均匀缓慢移动,确保焊缝连续饱满。拐角处膜材应适当放松,不可拉紧,避免热胀冷缩时焊缝被撕裂。
搭接缝在这些部位应适当加宽,采用多道焊缝或密封胶辅助加固。
搭接检测:每段都要过关
搭接焊缝完成后必须逐段进行气密性检测。双轨焊缝采用充气保压法,将空腔两端封堵后充气至规定压力,保压观察压力是否下降。
单轨搭接缝可采用真空盒法,涂抹肥皂水后扣真空盒抽气,观察有无气泡。电火花检测仪可作为辅助筛查工具,但不能替代气压检测。
检测不合格的搭接缝必须切开重焊,不可在原焊缝上修补了事。
写在最后
搭接处理是尾矿库防渗膜施工中技术含量最高、也最容易出问题的环节。方向要顺、宽度要够、结点要错开、清洁要彻底、焊接要均匀、检测要逐段。每一步都做到位,搭接缝才能真正成为防渗体系的可靠连接,而不是整个系统的薄弱环节。
电话:18325489525 (张经理)座机:0538-8660008
邮箱:tsjialutong@126.com
网址:www.sdxinzhiyuan.com
地址:泰安高新区北集坡街道办事处西百子坡村

版权所有 © 2022-2028 鑫之源 保留一切权利






